复合材料装备、复合材料制品、工业自动化设备制造商利益与共 品德为先
全国服务热线:0531-83262167

移动电话:13705419876
传 真:0531-83262123
联系人:杨经理
地 址: 山东省济南市章丘区赭山工业园
玻璃钢拉挤工艺概述
一、拉挤工艺简介
拉挤工艺是一种生产FRP线性型材的成型方法, 它是在牵引装置的带动下,将无捻玻璃纤维粗纱和其他连续增强材料进行胶液浸渍、预成型,然后通过加热的成型模具固化成型,从而实现FRP制品的连续生产。
拉挤工艺早在1948年就有人研究,1951年首先在美国注册,取得专利,真正进入结构材料领域还是70年代初的事。在那之后,拉挤工艺才成为一种广泛应用的工艺技术,并逐渐引起社会各界的重视。伴随着原材料以及设备制造水平的提高,拉挤工艺的许多关键技术取得重大突破,获得了迅速的发展。
拉挤工艺的优点:
(1)复合材料制品的物理力学性能,特别是纵向比强度和比刚度相当突出。
(2)工艺过程容易实现自动控制,产品质量稳定。
(3)工艺过程中基本上不产生边角废料,原材料有效利用率高。
(4)生产效率高。
(5)制品长度只受生产空间限制,而与设备能力和工艺因素无关。
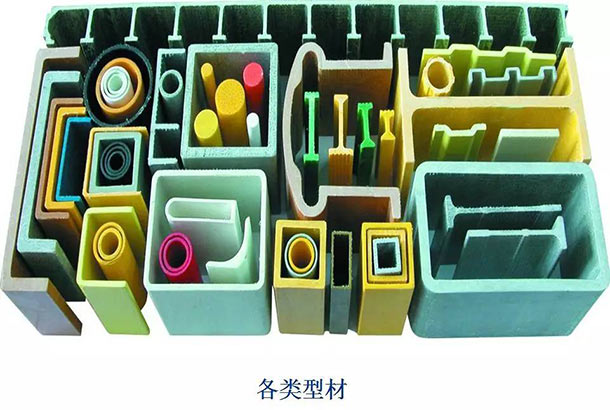
(6)随着原材料品种和规格的逐步完善以及工艺水平的提高,任何复杂截面的直线形产品均可成型。
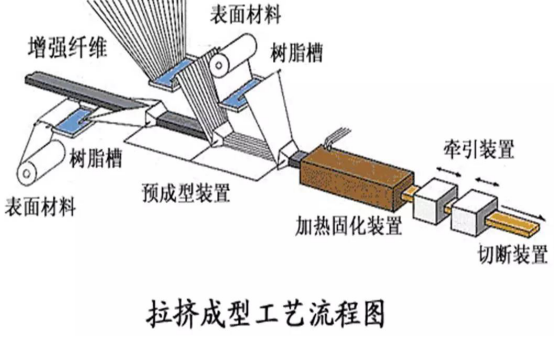
二、拉挤工艺流程
拉挤成型典型工艺流程为:玻璃纤维粗纱排布――浸胶――预成型――挤压模塑及固化――牵引――切割――制品
拉挤工艺主要原料:
树脂
玻璃纤维(无捻粗纱,表面毡,方格布等)
固化剂(TBPB/BPO等中高温固化剂和过氧化甲乙酮等低温固化剂)
填料(碳酸钙,氢氧化铝,玻璃微珠等)
脱模剂,低收缩剂等助剂
--拉挤成型设备组成
1、增强材料传送系统:如纱架、毡铺展装置、纱孔等。
2、树脂浸渍:直槽浸渍法最常用,在整个浸渍过程中,纤维和毡排列应十分整齐。
3、预成型:浸渍过的增强材料穿过预成型装置,以连续方式谨慎地传递,以便确保它们的相对位置,逐渐接近制品的最终形状,并挤出多余的树脂,然后再进入模具,进行成型固化。
4、模具:模具是在系统确定的条件下进行设计的。根据树脂固化放热曲线及物料与模具的摩擦性能,将模具分成三个不同的加热区,其温度由树脂系统的性能确定。模具是拉挤成型工艺中最关键的部分,典型模具的长度范围在0.6~1.2m之间。
5、牵引装置:牵引装置本身可以是一个履带型拉出器或两个往复运动的夹持装置,以便确保连续运动。
6、切割装置:型材由一个自动同步移动的切割锯按需要的长度切割

--拉挤工艺中常见缺陷及纠正措施
1、剥落当部件表面有固化树脂颗粒从模中出来时,这种现象称为剥落或脱落。
纠正措施:提高入口端模的温度,使树脂更快固化。 降低线速度,使树脂更早固化。 停线清理(30至60秒)。增加低温引发剂的浓度
2、气泡
部件表面出现起泡现象时。
纠正措施:
提高入口端模的温度,使树脂更快固化
降低线速度,与上述措施作用相同
提高强化水平。起泡经常由玻璃纤维含量低导致的空隙引起。
3、表面有裂缝
表面裂缝由过度收缩引起。
纠正措施:
提高模温以加快固化速度
降低线速度,与上述措施作用相同
增加装填物的加载量或玻璃含量,增加富含树脂表面的强韧性,从而减少收缩率、压力和裂缝
增加低温引发剂的含量或使用低于当前温度的引发剂。
向部件添加表面衬垫或面纱
4、内部裂缝
内部裂缝通常与截面过厚有关,裂缝可能出现在层压制品的中心位置,也可能出现在表面。
纠正措施:
提高喂料端的温度,以使树脂更早固化
降低模尾端的模温,使其作为散热器,以降低放热曲线顶点
如无法改变模温,则提高线速度,以此来降低部件外部轮廓的温度以及放热曲线顶点,从而减少任何热应力。
降低引发剂水平,特别是高温引发剂。
将高温引发剂替换为低放热但固化效果较好的引发剂。
5、色差
热点会导致不均匀收缩,从而产生色差(又称颜色转移)
纠正措施:
检查加热器,确保其处于适当位置,从而不会在模上出现温度不均匀的现象
检查树脂混合料以确保填充物和/或颜料不会出现沉降或分离(色差)

济南金利德机械有限公司 版权所有 电话:0531-83262167 手机:13705419876
传真:0531-83262123 地址:山东省济南市章丘区赭山工业园
 备案号:
备案号: